






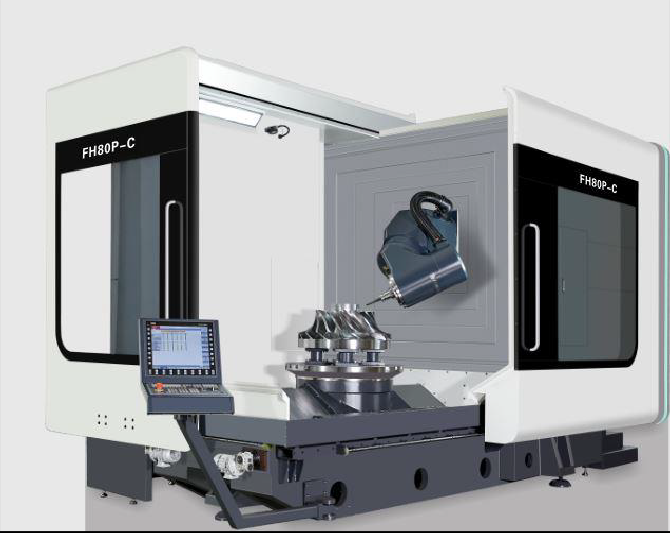
5 eksa bir vaqtning o'zida frezalash 80P-C

Ta'minot doirasi
Standart aksessuarlar funksiyalar jadvali (iltimos, elektr boshqaruv qismi uchun boshqaruvchi funksiyasiga qarang)
| Yo'q | Element | Birlik | Miqdor |
| 1. | FH mainframe kastinglari | minora | 1 |
| 2. | Siemens840DSL boshqaruv tizimi | o'rnatish | 1 |
| 3. | Displey: 19 LCD | o'rnatish | 1 |
| 4. | FH besh o'qli ko'p funktsiyali burilish boshi (B o'qi) | o'rnatish | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | Faqat | 1 |
| 6. | X/Y/Z o'qi bo'shliqli sovutilgan sharli vintlardek | parcha | 3 |
| 7. | Tegirmon/burilish to'g'ridan-to'g'ri qo'zg'alish stoli (C o'qi) | o'rnatish | 1 |
| 8. | B o'qi RCN8380 29 bitli mutlaq kodlovchi | Faqat | 1 |
| 9. | C o'qi RCN2580 28 bitli mutlaq kodlovchi | Faqat | 1 |
| 10. | BOSCH REXROTH rolikli chiziqli slaydlar | o'rnatish | 7 |
| 11. | Elektr qutisi haroratini nazorat qilish moslamasi | o'rnatish | 1 |
| 12. | Shpindelli suvni sovutish tizimi | o'rnatish | 1 |
| 13. | Mashina asboblari halqali suv purkagich | o'rnatish | 1 |
| 14. | Besh o'qli boshli yarim oy suv purkagich, yarim oy puflash | o'rnatish | 1 |
| 15. | Old va yon ish eshiklari xavfsizlik blokirovkalash tizimi | o'rnatish | 1 |
| 16. | Suv o'tkazmaydigan ish qutisi yoritgichi | Faqat | 2 |
| 17. | gidravlika stantsiyasi | o'rnatish | 1 |
| 18. | Markazlashtirilgan markazlashtirilgan ozuqa moylash moslamasi | o'rnatish | 1 |
| 19. | Operatsion tomoni tozalovchi suv tabancasi va havo quroli | o'rnatish | 1 |
| 20. | Kesuvchi suyuqlik tizimi | o'rnatish | 1 |
| 21. | To'liq himoyalangan metall qatlam | o'rnatish | 1 |
| 22. | Operatsion qutisi | o'rnatish | 1 |
| 23. | Elektr shkafi sovutish moslamasi | o'rnatish | 1 |
| 24. | Siemens elektron qo'l g'ildiragi | Faqat | 1 |
| 25. | Oyoq bilan boshqariladigan milya pichoqni bo'shatish tugmasi | Faqat | 1 |
| 26. | Mashina asboblari uch rangli yorug'lik | o'rnatish | 1 |
| 27. | 40 HSK-A63 asboblar jurnali va servo avtomatik asboblarni almashtirish tizimi | o'rnatish | 1 |
| 28. | X/Y/Z uch eksa mutlaq qiymatli panjara shkalasi | o'rnatish | 3 |
| 29. | Spiral chipli rulo va orqa chipli konveyer chipli tashish | o'rnatish | 1 |
| 30. | Renishaw RMP60 infraqizil zond qurilmasi | o'rnatish | 1 |
| 31. | Renishaw TS27R asboblarni sozlash moslamasi | o'rnatish | 1 |
| 32. | Poydevor darajasidagi yostiqlar va poydevor murvatlari | o'rnatish | 1 |
| 33. | texnik qo'llanma | o'rnatish | 1 |
Parametr
| Model | Birlik | FH80P-C |
| Sayohat | ||
| X o'qining harakatlanishi | mm | 800 |
| Y o'qining harakatlanishi | mm | 1050 |
| Z o'qining harakatlanishi | mm | 800 |
| Shpindel burunidan ishchi stol yuzasiga masofa | mm | 162-962 |
| Gorizontal frezalash boshi | mm | 39-839 |
| Oziqlantirish/tezkor harakat tezligi | m/min | 40 |
| Oziqlantirish kuchi | KN | 10 |
| Aylanadigan stol (C o'qi) | ||
| Ishchi stol o'lchami | mm | Ø855 |
| Maksimal stol yuki (tegirmon) | kg | 3000 |
| Maksimal stol yuki (burilish) | kg | 1500 |
| Frezeleme/tornalama stoli (frezalash va tornalash kombinatsiyalangan ishlov berish) | rpm | 450 |
| Minimal bo'linish burchagi | ° | 0,001 |
| Nominal moment | Nm | 1140 |
| maksimal moment | Nm | 1980 yil |
| CNC burilish frezalash boshi (B o'qi) | ||
| Burilish diapazoni (0=vertikal/180=gorizontal) | ° | -15~180 |
| Tez aylanish va ovqatlanish tezligi | rpm | 50 |
| Minimal bo'linish burchagi | ° | 0,001 |
| Nominal moment | Nm | 743 |
| maksimal moment | Nm | 1320 |
| Shpindel (frezalash va tornalash) | ||
| Shpindel tezligi | rpm | 12000 |
| Shpindel kuchi | Kw | 34/42 |
| Shpindel momenti | Nm | 132/185 |
| Shpindel lentasi |
| HSKA63 |
| Asboblar jurnali | ||
| Asbob interfeysi |
| HSKA63 |
| Asboblar jurnalining sig'imi | PCS | 40 |
| Maksimal asbob diametri / uzunligi / og'irligi |
| Ø85/300/8 |
| Asbobni almashtirish vaqti (asbobdan asbobga) | S | 1.8 |
| O'lchash moslamasi | ||
| Infraqizil prob |
| Rensishaw RMP60 |
| Ishlaydigan ishlov berish sohasida asboblarni aniqlash vositasi |
| Rensishaw TS27R |
| Joylashuv aniqligi (ISO230-2 va VDI3441) | ||
| X/Y/Z joylashishni aniqlash aniqligi | mm | 0,008 |
| X/Y/Z joylashishni aniqlash aniqligini takrorlang | mm | 0,005 |
| B/C joylashishni aniqlash aniqligi |
| 10" |
| B/C Joylashuvni aniqlashning aniqligini takrorlang |
| 4" |
| CNC boshqaruvchisi | ||
| CNC tizimi |
| Siemens 840D |
| Boshqa | ||
| Mashinaning og'irligi | Kg | 20000 |
3.1 Mashinaning asosiy texnik xususiyatlari | Optimal qattiq tuzilma konfiguratsiyasi
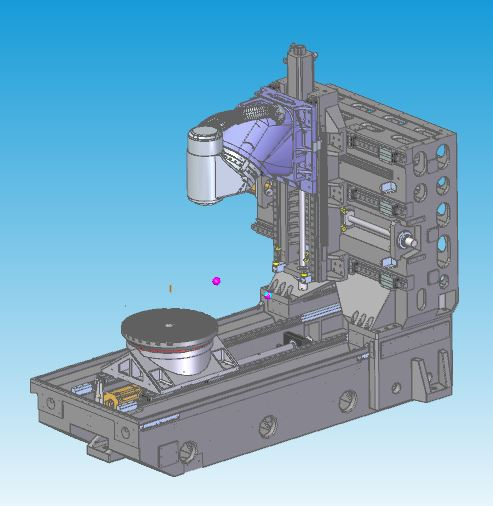
Dizayn xususiyatlari | Eng yaxshi mexanik sim quyish tahlili dizayni
◆Meehanna sifatli yuqori sifatli quyma temirdan foydalangan holda to'liq quti tipidagi termosimetrik quyma tuzilishi
◆Ichki stressni bartaraf etish uchun temperleme va tabiiy qarishni davolash
◆ Strukturaviy tabiiy chastotali tebranish materialni qayta ishlash stressini yo'q qiladi
◆ Keng qamrovli devor va keng maydonli yuqori qat'iylik ustunli dizayni qattiqlik va statik va dinamik aniqlikni samarali ravishda yaxshilashi mumkin
◆ Uch eksa ichi bo'sh sovutish vintli haydovchi
3.2 Elektr mil

Dizayn xususiyatlari
◆O'z mashinalarining xususiyatlariga ko'ra, mustaqil tadqiqot va ishlab chiqish va ishlab chiqarish.
◆ HSK-A63 konusning teshigi FH80P-C modelida qabul qilingan.
◆ Elektr milning qo'llanilishini samarali ta'minlaydigan aylanma sovutish uchun tashqi sovutish tizimini qabul qiling.
3.3 CNC burilishli frezalash boshi (B o'qi)

Dizayn xususiyatlari
◆ Mustaqil dizayn va ishlab chiqarish.
◆O'rnatilgan DD dvigateli nol transmissiya zanjiri bo'sh dizaynsiz.
◆Yuqori tezlashtirish xususiyatlari.
◆ Shpindelning asbob burun nuqtasi va strukturaviy tayanch nuqtasi orasidagi eng qisqa masofa kesishning maksimal qattiqligini amalga oshiradi.
◆ Kattaroq YRT rulmanlari qattiqlikni yaxshilaydi.
◆ Eng yaxshi aniqlikni ta'minlash uchun HEIDENHAIN RCN8380 seriyali mutlaq aylanadigan enkoder o'lchash tizimi, to'liq yopiq pastadir nazorati bilan jihozlangan.
◆B o'qi sovutish tizimining dizayni issiqlik uzatishni kamaytiradi.
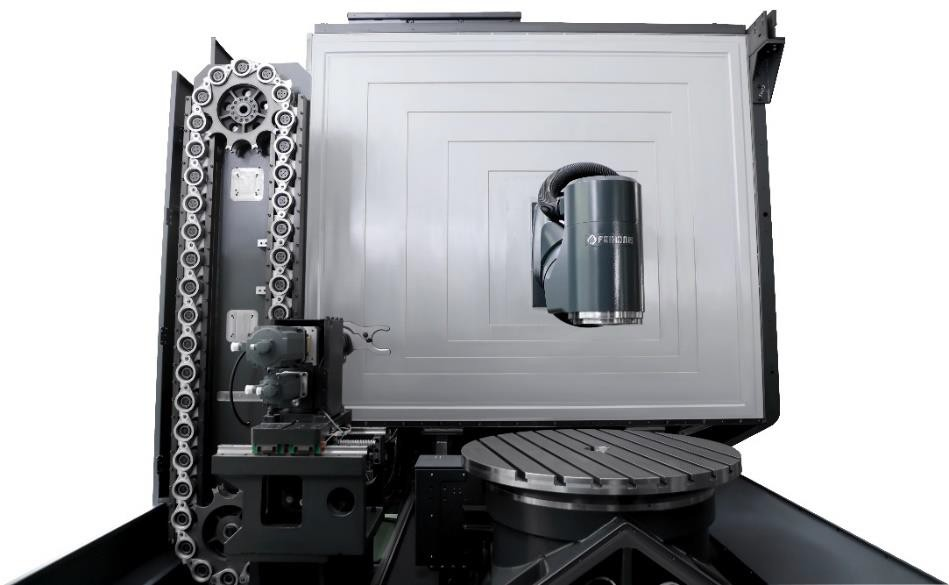
3.4 Aylanadigan stol (C o'qi stoli)

Dizayn xususiyatlari
◆ Mustaqil dizayn va ishlab chiqarish.
◆O'rnatilgan DD dvigateli nol transmissiya zanjiri bo'sh dizaynsiz.
◆Yuqori tezlashuv va sekinlashuv javob xususiyatlari.
◆ Kattaroq YRT rulmanlari qattiqlikni oshiradi.
◆ Katta nominal haydash momenti, jadvalni joylashtirish va siqish moslamasi bilan joylashtirish va qayta ishlash
◆ Frezeleme ehtiyojlarini qondirish, ishlov beriladigan qismlarni qayta ishlashni kamaytirish va mahsulotning aniqligini oshirish.
◆Eng yaxshi aniqlikni ta'minlash uchun HEIDENHAIN yuqori aniqlikdagi aylanadigan enkoder o'lchash tizimi, to'liq yopiq pastadir nazorati bilan jihozlangan.
◆ Issiqlik uzatishni kamaytirish uchun sovutish tizimining dizayni.
3.5 Boshqarish tizimi

Dizayn xususiyatlari
◆ Mustaqil dizayn va ishlab chiqarish.
◆O'rnatilgan DD dvigateli nol transmissiya zanjiri bo'sh dizaynsiz.
◆Yuqori tezlashuv va sekinlashuv javob xususiyatlari.
◆ Kattaroq YRT rulmanlari qattiqlikni oshiradi.
◆ Katta nominal haydash momenti, jadvalni joylashtirish va siqish moslamasi bilan joylashtirish va qayta ishlash
◆ Frezeleme ehtiyojlarini qondirish, ishlov beriladigan qismlarni qayta ishlashni kamaytirish va mahsulotning aniqligini oshirish.
◆Eng yaxshi aniqlikni ta'minlash uchun HEIDENHAIN yuqori aniqlikdagi aylanadigan enkoder o'lchash tizimi, to'liq yopiq pastadir nazorati bilan jihozlangan.
◆ Issiqlik uzatishni kamaytirish uchun sovutish tizimining dizayni.
3.5 Boshqarish tizimi
Dizayn xususiyatlari
◆ Mustaqil dizayn va ishlab chiqarish.
◆ Asbob tanlash va asbobni o'zgartirish terminal harakatini boshqarish uchun servo motordan foydalanadi, bu esa yanada barqaror va aniq.
◆Siemens840DSL ning asboblarni boshqarish funktsiyasi bilan birgalikda, yanada samarali asboblarni boshqarish.
3.7 Ko'tariladigan asboblarni o'rnatuvchi
Dizayn xususiyatlari
◆ Yuqori aniqlikdagi Ransishaw TS27R asbob sozlagichi bilan jihozlangan.
◆Mashinada asboblarni avtomatik sozlash, asbob kompensatsiyasini avtomatik yangilash.
◆Asbobni sozlash moslamasi ishlov berish yuzasining bo'sh joyini tejash uchun ko'tarilishi va tushirilishi mumkin.
◆ Qayta ishlash jarayonida asbobni o'rnatuvchini suv va temir parchalari bilan shikastlanishdan himoya qilish uchun to'liq muhrlangan metall lavha dizayni.
3.8 Infraqizil zond
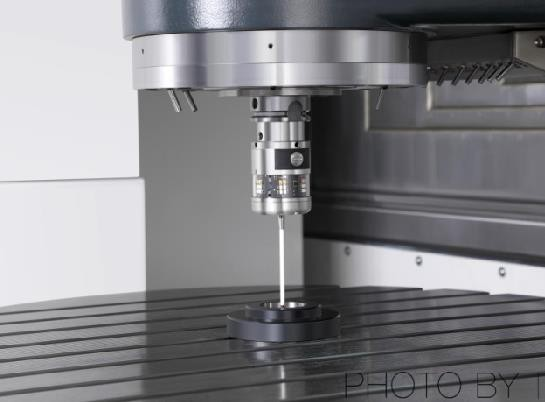
Dizayn xususiyatlari
◆Ransishaw RMP60 tetikli optik probi bilan jihozlangan.
◆Mashinada ishlov beriladigan qismning hizalanishi va o'lchamini tekshirish qo'lda tekshirish xatolarini kamaytirishi va mahsulotning aniqligi va ishlov berish samaradorligini oshirishi mumkin.
◆ Bortda yordam vaqtini 90% tejash.
3.9 Xavfsizlik himoyasi metall plitalari
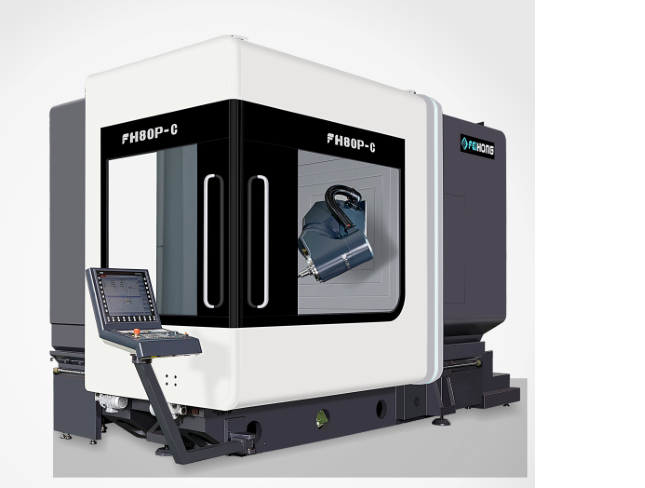
3.10 Tashqi ko'rinish
FH seriyali besh eksa ishlov berish markazining qopqoq dizayni qat'iy Idoralar xavfsizlik standartlariga mos keladi. To'liq zich lavha ishlov berish vaqtida operatorning ish joyiga xatolik bilan kirishiga yo'l qo'ymaydi va shu bilan birga, ogohlantiruvchi belgidan tashqari, yuqori bosimli kesish suyuqligi yoki mashinadan chiplardan foydalanishga yo'l qo'ymaydi. , Operatsion eshigi, shuningdek, foydalanish yoki texnik xizmat ko'rsatish vaqtida baxtsiz hodisalarning oldini olish uchun xavfsizlik tugmasi bilan jihozlangan. Va operatorga mashinaning ishlashi va ishlov berishini tushunish uchun qulay bo'lgan katta ko'zgu oynasi mavjud.
3.11 Tozalash
Ish paytida hosil bo'lgan chiplarni himoya qilish, chayqalishlarni kesish va boshqa mexanizmlarga zarar yetkazmaslik uchun teleskopik qopqoq va himoya metall plitalardan foydalaning.





